| 1 |
Excessive Wear on Rake Face |
Inappropriate cutting conditions |
- Use higher cutting speeds
- Increase feed rate
|
Refer to the upper limit of recommended cutting conditions |
| Unsuitable coolant |
- Use internal coolant to reduce heat
- Use coolant with more lubricity
|
- 1/3Mc or less steam supply, 3x air at workbench LEA 2 or less
- Use JIS A1 grade No. 1 or equivalent
|
| Chisel Point Breakage |
- Reduce heat at entry
- Pre-machine flat surface
- Clamp cutting conditions to reduce resistance
|
f = 0.05–0.12 mm/rev |
| 2 |
Equipment/workpiece lack rigidity |
Cutting edge is too weak |
- Improve clamping
- Increase feed rate
- Increase honing
|
- Drill flat base with FLAT MULTIDRILL
- Increase f0 to reduce f (thrust)
|
| Breakage on Peripheral Cutting Edge |
- Use 0.1–0.2mm chisel
- Widen center finish area by 1.5x
|
Refer to lower limit of recommended cutting conditions |
| 3 |
Inappropriate cutting conditions |
Decrease cutting speed |
Reduce feed rate |
Refer to lower limit of recommended cutting conditions |
| Unsuitable coolant |
Use coolant with more lubricity |
Use JIS A1 grade No. 1 or equivalent |
| Same as metal at no rate |
Improve clamp strength |
|
| Cutting edge is too weak |
- Increase honing
- Reduce front relief angle
|
- Widen outer cutting edge 1.5x
- Reduce relief angle by 3–5°
|
| 4 |
Fine Marginal Cutting Edge |
Increase margin width |
Reduce feed rate |
Increase margin width by 2–3x |
| Internal during sharpening |
- Increase honing
- Reduce front relief angle
|
- Use lower limit of cutting conditions
- Widen outer cutting edge by 1.5x
|
| Margin Wear |
- Decrease cutting speed
- Reduce wear
|
- Reduce relief angle by 2–5°
- Use lower limit of cutting conditions
|
| Unsuitable coolant |
- Use more/lubricating coolant
|
- Use JIS A1 No. 1 or equivalent
- Use internal coolant
|
| Remaining margin wear |
- Regrind early
- Increase back taper
|
- Regrind to ≤1mm if damaged
- Back taper: 0.4/100
|
| 5 |
Improper Tool Design |
Reduce margin width |
- Use optimal tools/conditions
- Use more coolant
|
- Reduce margin width to 2/3
- Refer to catalogue
|
| Drill Breakage (Chip blockage) |
Use more coolant |
Use internal coolant |
| Clamp too weak |
Use collet with strong grip |
- Replace damaged chuck
- Use larger holder
|
| 6 |
Oversized Holes |
Weak workpiece clamp |
- Increase entry feed
- Decrease cutting speed
|
- f = 0.05–0.12 mm/rev
- Use lower limit of cutting conditions
|
| Off-centre starts |
Pre-machine flat surface |
Flat machining with end-mill |
| Low drill rigidity |
- Use suitable drill type
- Improve rigidity
|
- Refer to catalogue
- Large web, small groove width
|
| 7 |
Drill Runout |
Low mounting precision |
Improve drill retention |
- Replace damaged chuck
- Use larger holder
|
| Weak clamp strength |
|
|
| 8 |
Poor Surface |
Inappropriate cutting conditions |
- Increase speed
- Reduce feed
|
- Use upper/lower limit of catalogue
|
| Roughness |
Use coolant with more lubricity |
Use JIS A1 No. 1 or equivalent |
| Ridge-like |
Increase feed rate |
Use upper limit of catalogue |
| Straight |
- Improve mounting
- Improve retention
|
- Replace damaged chuck
- Use larger holder
|
| 9 |
Improper Drill Mount |
Weak clamp strength |
Select double margin tool |
Refer to catalogue |
| Equipment lacks rigidity |
|
|
| 10 |
Chip Clogging |
Bad cutting conditions |
- Increase speed
- Increase feed
|
- Use upper limit of catalogue
|
| Poor chip evacuation |
Increase feed using internal coolant |
|
| Long Stringy Chips |
- Increase feed
- Increase speed
|
- Use upper limit of catalogue
|
| Strong cooling effect |
- Reduce internal coolant pressure
- Reduce edge honing
|
- ≤1 MPa pressure
- Reduce width
|
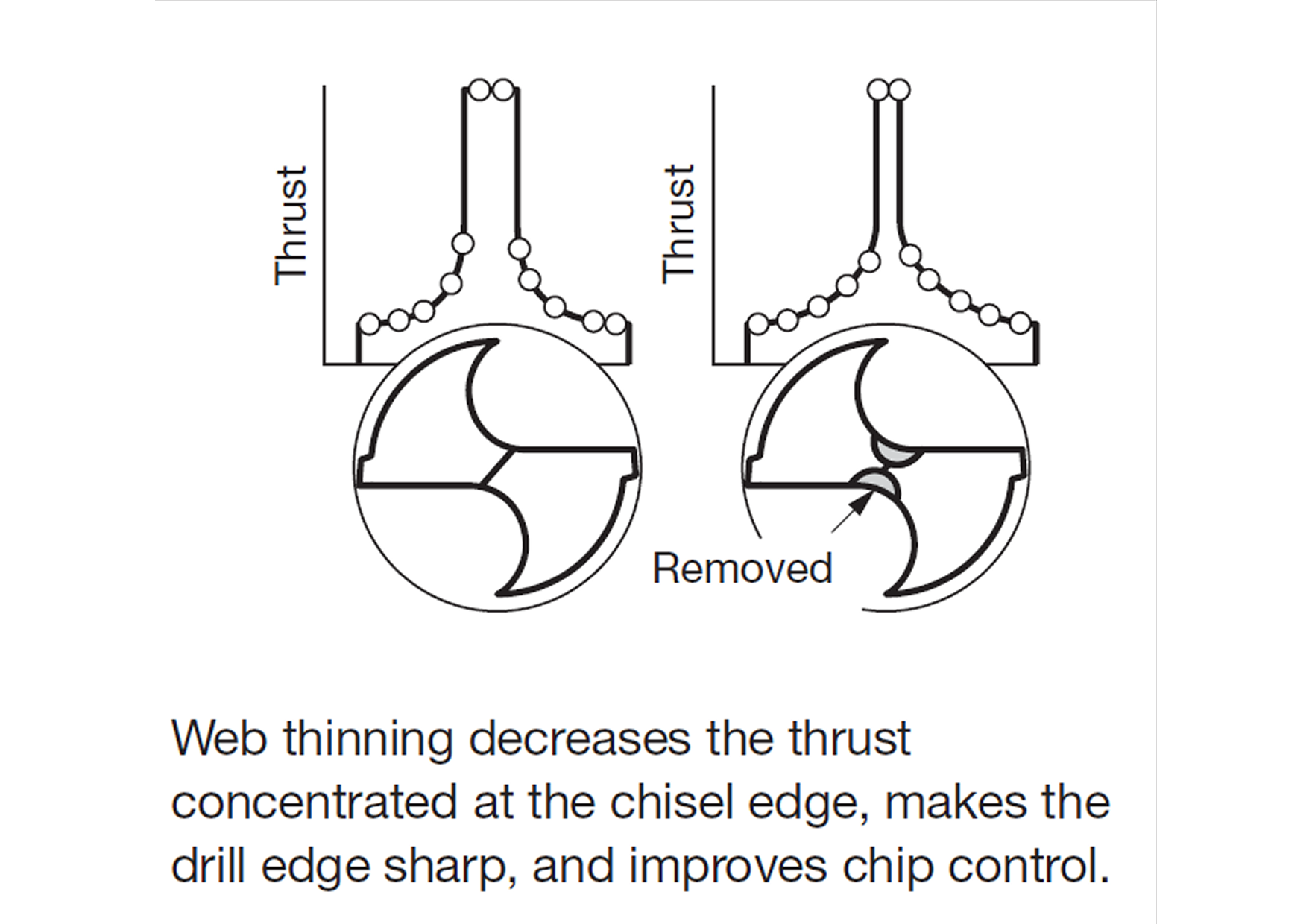
.png)
.png)
.png)