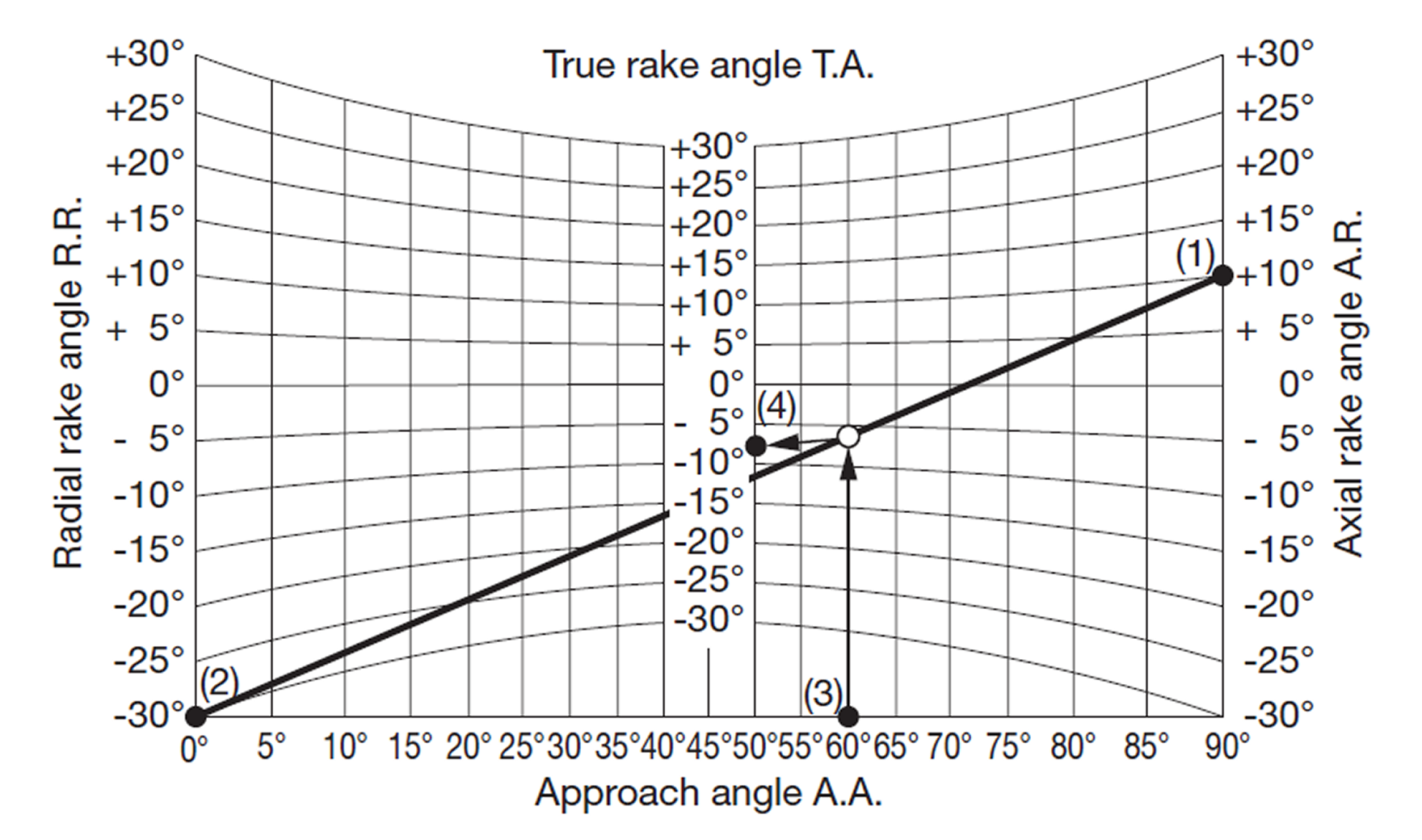
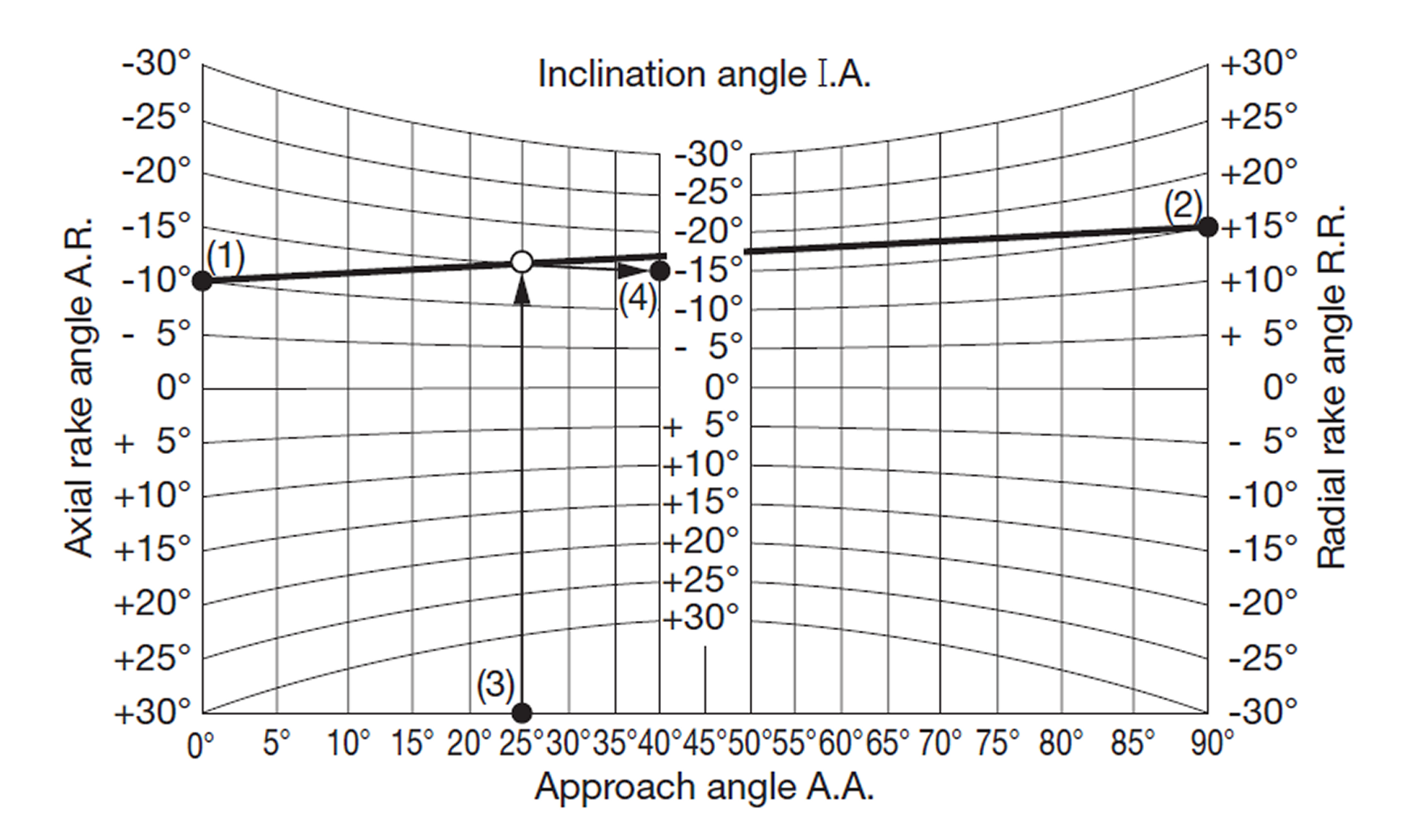
Functions of Cutting Edge Angle
| # | Symbol | Material | Function | Effect |
|---|---|---|---|---|
| 1 | AR | Axial rake angle | Determines chip evacuation direction, adhesion, thrust, etc. | Available in positive to negative (large to small) rake angles. Typical combinations: Positive and Negative, Positive |
| 2 | RR | Radial rake angle | Determines chip thickness and chip evacuation direction | Large: Thin chips, small cutting force |
| 3 | AA | Approach angle | Effective rake angle | Positive (Large): Excellent machinability and low chip adhesion. Low cutting edge strength. Negative (Small): Strong cutting edge and easy chip adhesion |
| 4 | TA | True rake angle | Determines chip control direction | Positive (Large): Excellent chip control and small cutting force. Low cutting edge strength |
| 5 | IA | Cutting edge inclination angle | Determines surface finish roughness | Small: Excellent surface roughness |
| 6 | FA | Face cutting h angle | Determines cutting edge strength, tool life, chattering | — |
Rake Angle Combination & Features
| # | Symbol | Material | Function | Effect |
|---|---|---|---|---|
| 1 | AR | Axial rake angle | Determines chip evacuation direction, adhesion, thrust, etc. | Available in positive to negative (large to small) rake angles. Typical combinations: Positive and Negative, Positive |
| 2 | RR | Radial rake angle | Determines chip thickness and chip evacuation direction | Large: Thin chips, small cutting force |
| 3 | AA | Approach angle | Effective rake angle | Positive (Large): Excellent machinability and low chip adhesion. Low cutting edge strength. Negative (Small): Strong cutting edge and easy chip adhesion |
| 4 | TA | True rake angle | Determines chip control direction | Positive (Large): Excellent chip control and small cutting force. Low cutting edge strength |
| 5 | IA | Cutting edge inclination angle | Determines surface finish roughness | Small: Excellent surface roughness |
| 6 | FA | Face cutting h angle | Determines cutting edge strength, tool life, chattering | — |
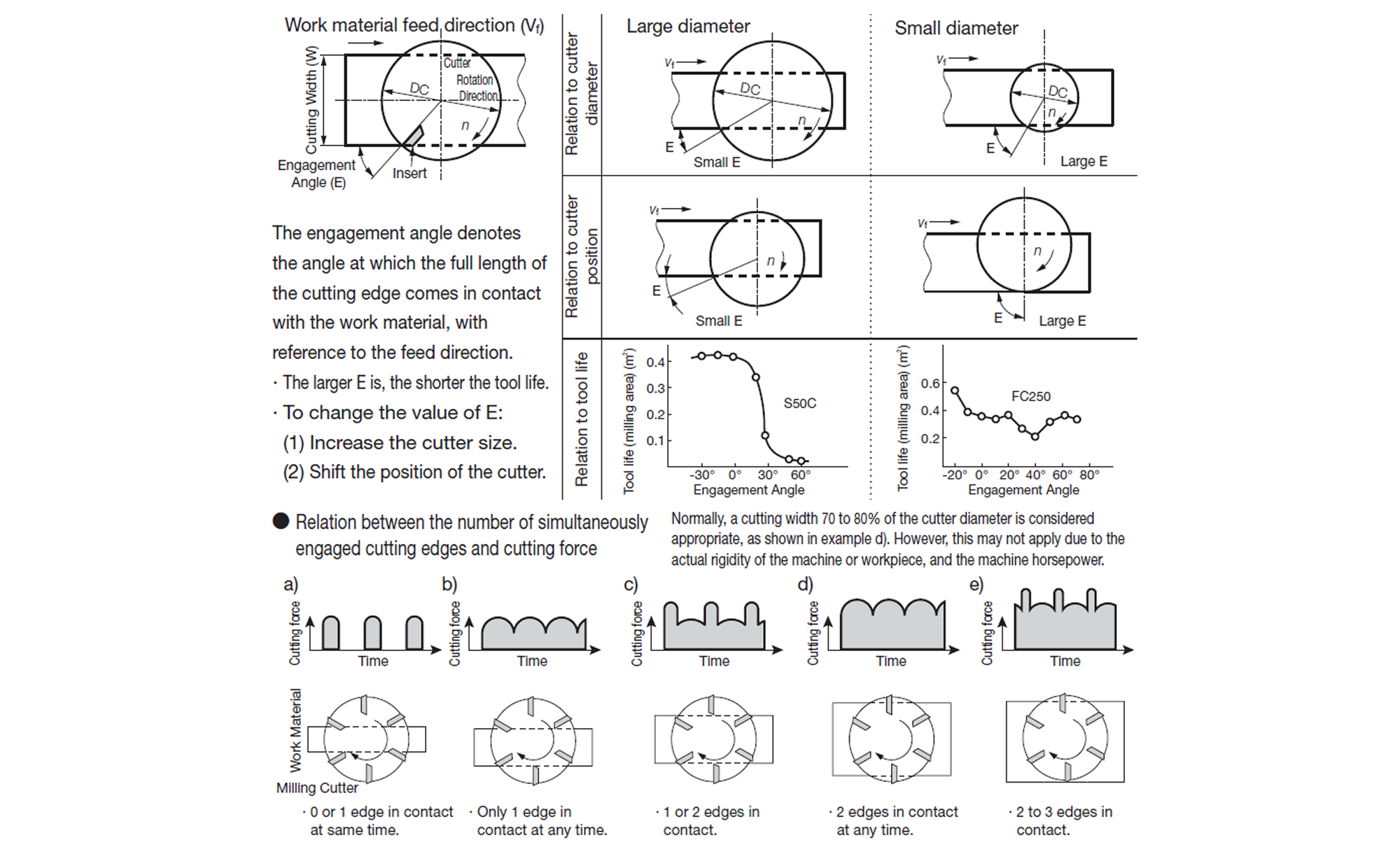
Relation between Engagement Angle & Tool Life
The engagement angle denotes the angle at which the full length of the cutting edge comes in
contact with the work material, with reference to the feed direction.
The larger E is, the shorter the tool life.
To change the value of E:
(1) Increase the cutter size.
(2) Shift the position of the cutter
The larger E is, the shorter the tool life.
To change the value of E:
(1) Increase the cutter size.
(2) Shift the position of the cutter
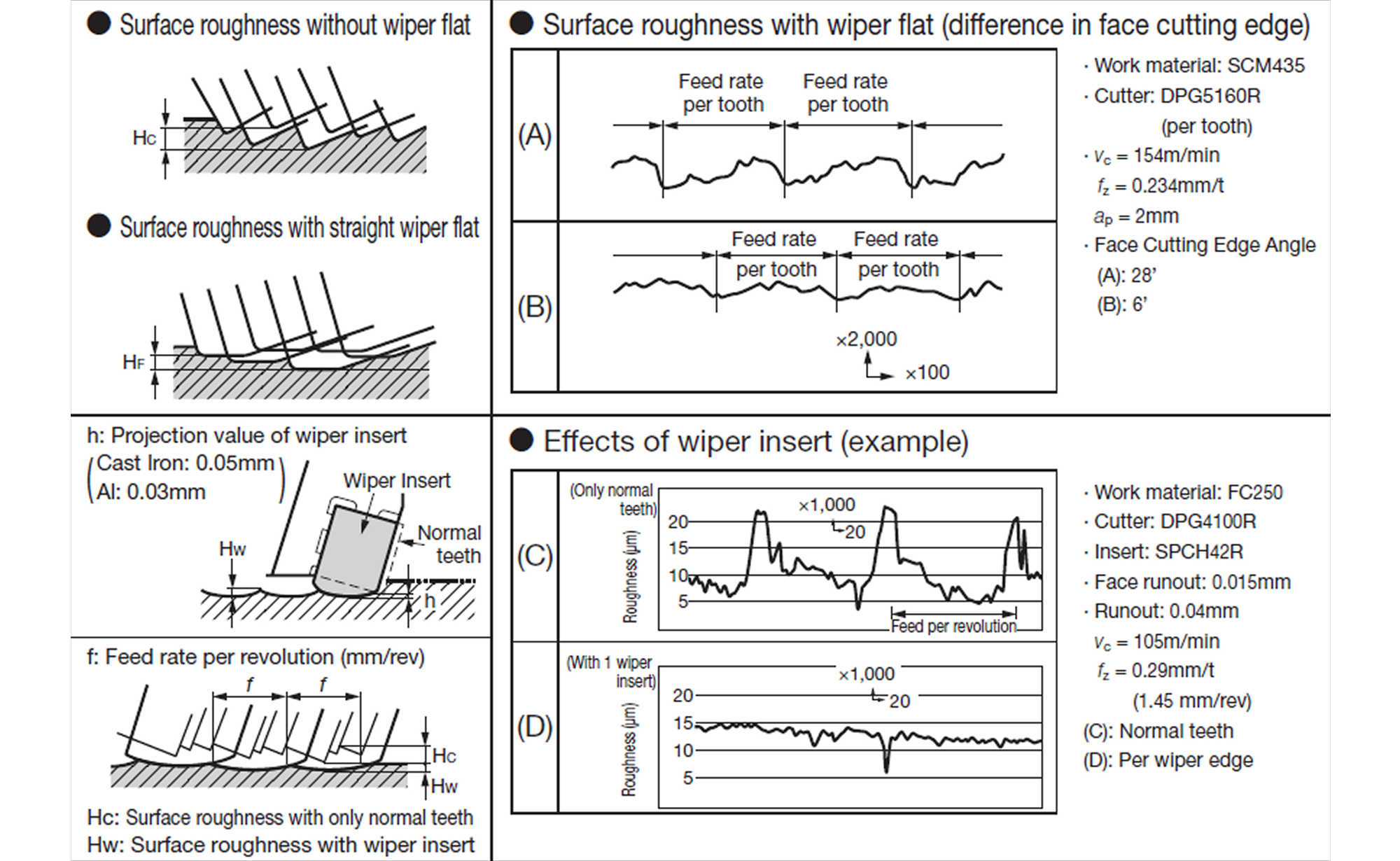
Improving Surface Roughness
Inserts with wiper flat
When all of the cutting edges have wiper flats, a few teeth protrude due to inevitable runout and act as wiper inserts.
Insert equipped with straight wiper flat (Face angle: Around 15' to1°)
Insert equipped with curved wiper flat (Curvature: R500)
Wiper Inserts assembling system
A system in which one or two inserts (wiper inserts) protrude with a smooth curved edge just a little beyond the other teeth to wipe the milled surface. (Applicable to WGX series, DGC series, etc.)
Troubleshooting for Milling
| # | Failure | Basic Remedies | Countermeasures (Example) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cutting Edge Failure | |||||||||||||||
| 1 | Failure 1 | Sharpen blade regularly |
|
||||||||||||
| 2 | Failure 2 | Reduce feed rate |
|
||||||||||||
| 3 | Failure 3 | Change tool material |
|
||||||||||||
| 4 | Failure 4 | Check spindle runout |
|
||||||||||||
| Others | |||||||||||||||
| 1 | Failure 1 | Clean work area |
|
||||||||||||
| 2 | Failure 2 | Train operators |
|
||||||||||||
| 3 | Failure 3 | Regular maintenance |
|
||||||||||||
| 4 | Failure 4 | Replace worn components |
|
||||||||||||