Insert Failure & Counter Measures
| # | Image | Insert Failure | Cause | Countermeasures |
|---|---|---|---|---|
| 1 |  |
Flank Wear |
• Tool grade lacks wear resistance. • Cutting speed is too fast. • Feed rate is too slow. |
• Select a more wear-resistant grade. • Increase rake angle. • Decrease cutting speed. • Increase feed rate. |
| 2 |  |
Crater Wear |
• Tool grade lacks crater resistance. • Rake angle is too small. • Cutting speed is too fast. • Feed rate and depth of cut are too large. |
• Select a more crater wear-resistant grade. • Increase rake angle. • Change the chipbreaker. • Decrease cutting speed. • Reduce feed rate and depth of cut. |
| 3 |  |
Cutting Edge Chipping |
• Tool grade lacks toughness. • Cutting edge breaks due to chip adhesion. • Cutting edge is not strong enough. • Feed rate and depth of cut are too large. |
• Select a tougher grade. • Increase amount of honing on cutting edge. • Reduce rake angle. • Reduce feed rate and depth of cut. |
| 4 |  |
Cutting Edge Fracture |
• Tool grade lacks toughness. • Cutting edge is not strong enough. • Holder is not strong enough. • Feed rate and depth of cut are too large. |
• Select a tougher grade. • Use a chipbreaker with strong cutting edge. • Select a holder with larger approach angle. • Select a holder with larger shank size. • Reduce feed rate and depth of cut. |
| 5 |  |
Adhesion/Built-up Edges |
• Inappropriate grade selection. • Cutting edge not sharp enough. • Cutting speed is too slow. • Feed rate is too slow. |
• Select a grade with less affinity to the material. • Use coated carbide or cemented grades. • Use sharp edge with smooth coating. • Reduce honing. • Increase cutting speed and feed rate. |
| 6 |  |
Plastic Deformation |
• Tool grade lacks thermal resistance. • Cutting speed is too fast. • Feed rate and depth of cut are too large. • Not enough coolant. |
• Select a more heat-resistant grade. • Increase rake angle. • Reduce cutting speed, feed rate, and depth of cut. • Provide sufficient coolant. |
| 7 |  |
Notch Wear |
• Tool grade lacks wear resistance. • Rake angle is too small. • Cutting speed is too fast. |
• Select a more wear-resistant grade. • Increase rake angle. • Alter depth of cut to shift notch location. |
Thread Cutting Methods
| # | Cutting Method | Images | Features |
|---|---|---|---|
| 1 | Radial Infeed |
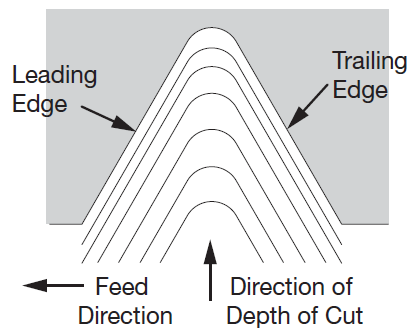 |
• Most common threading technique, used mainly for small-pitched threads. • Easy to change cutting conditions such as depth of cut, etc. • Long contact point has a tendency to chatter. • Chip control is difficult. • Considerable damage tends to occur on the trailing edge side. |
| 2 | Flank Infeed |
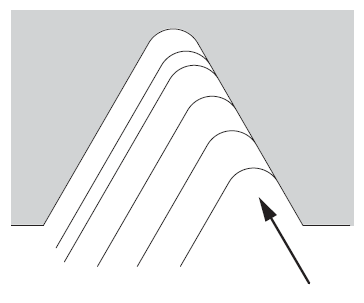 |
• Effective for large-pitched threads and blemish-prone work material surfaces. • Chips evacuate from one side for good chip control. • The trailing edge is subjected to rubbing resulting in accelerated flank wear. |
| 3 | Modified Flank Infeed |
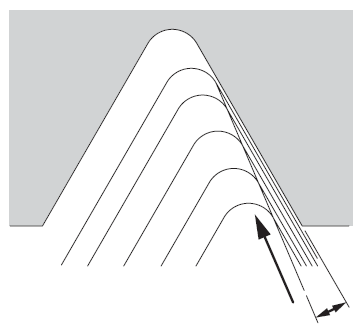 |
• Effective for large-pitched threads and blemish-prone work material surfaces. • Chips evacuate from one side for good chip control. • Inhibits flank wear on trailing edge side. |
| 4 | Alternating Flank Infeed |
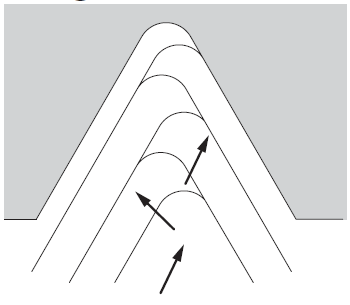 |
• Effective for large-pitched threads and blemish-prone work material surfaces. • Wears evenly on right and left cutting edges. • Since both edges are used alternately, chip control is sometimes difficult. |
Troubleshooting for Threading
| # | Failure | Cause | Countermeasures |
|---|---|---|---|
| 1 | Excessive Wear | ・Tool grade | ・Select a more wear-resistant grade |
| Excessive Wear | ・Cutting conditions |
・Reduce cutting speed ・Use a suitable quantity and concentration of coolant ・Change the number of passes |
|
| 2 | Uneven Wear on Right and Left Sides | ・Tool mounting |
・Check whether the cutting edge inclination angle is appropriate for the thread lead
angle ・Check whether the tool is mounted properly |
| Uneven Wear on Right and Left Sides | ・Cutting conditions | ・Change to modified flank infeed or alternating flank infeed | |
| 3 | Chipping | ・Cutting conditions | ・If built-up edge occurs, increase the cutting speed |
| 4 | Fracture | ・Biting of chips | ・Supply enough coolant to the cutting edge |
| Fracture | ・Cutting conditions |
・Increase the number of passes and reduce the depth of cut for each pass ・Use separate tools for roughing and finishing |
|
| 5 | Poor Surface Finish Roughness | ・Cutting conditions |
・If blemished due to low-speed machining, increase the cutting speed ・If chattering occurs, decrease the cutting speed ・If the depth of cut of the final pass is too small, make it larger |
| Poor Surface Finish Roughness | ・Tool grade | ・Select a more wear-resistant grade | |
| Poor Surface Finish Roughness | ・Inappropriate cutting edge inclination angle | ・Select the correct shim to ensure relief on the side of the insert | |
| 6 | Inappropriate Thread Shape | ・Tool mounting | ・Check whether the tool is mounted properly |
| 7 | Shallow Thread Depth | ・Shallow depth of cut | ・Check the depth of cut |
| Shallow Thread Depth | ・Tool wear | ・Check damage to the cutting edge |